
Atteindre une précision de l’ordre du micromètre en vision industrielle dépend fortement de la distance et de la technologie utilisée. Cet article propose un état de l’art des principales approches (interférométrie, triangulation, barrières laser, laser trackers, lumière structurée, etc.) en expliquant leurs avantages et leurs limites. À travers trois cas concrets réalisés au CRVI, nous illustrons comment adapter ces technologies aux contraintes industrielles réelles. Une plongée au cœur des compromis nécessaires pour mesurer avec précision.
Pourquoi la précision diminue-t-elle lorsque la distance entre le capteur et la cible augmente ?
En vision industrielle, l’un des défis fondamentaux est la relation entre la distance de mesure et la précision atteignable. Cette relation n’est pas une simple contrainte matérielle : elle est profondément ancrée dans les lois physiques qui gouvernent la propagation de la lumière et la géométrie optique. Comprendre pourquoi la précision se dégrade avec la distance permet de faire des choix technologiques éclairés.
La première cause est liée à la divergence du faisceau laser. Tout faisceau lumineux s’élargit avec la distance selon un phénomène connu sous le nom de diffraction. À mesure que le spot laser grossit sur la surface cible, le centroïde de l’impact devient moins précis à localiser, ce qui se traduit directement par une dégradation de la résolution spatiale.
La deuxième cause est de nature géométrique et s’applique particulièrement aux systèmes à triangulation. Ces capteurs calculent la position d’un point en mesurant l’angle de réflexion du faisceau laser sur le détecteur. La résolution en profondeur (axe Z) est inversement proportionnelle à la distance : doubler la distance de travail revient approximativement à quadrupler l’incertitude en Z, car la variation angulaire détectable devient de plus en plus faible pour le même déplacement physique de la cible.
Enfin, lorsque la distance de mesure augmente, les défis de précision se multiplient selon deux axes principaux. D’un côté, l’environnement lui-même devient une source d’erreur non négligeable : les variations de température provoquent la dilatation des composants mécaniques tandis que l’humidité modifie l’indice de réfraction de l’air. De l’autre côté, les contraintes mécaniques intrinsèques au capteur lui-même, comme le positionnement imparfait des miroirs, les défauts d’alignement ou les micro-vibrations, génèrent des erreurs angulaires ou de translation qui, bien qu’infimes à courte portée, s’amplifient proportionnellement à la distance selon les relations trigonométriques (erreur = tan(θ) × d), transformant un désalignement de quelques microradians en une déviation de plusieurs micromètres, voire dizaines de micromètres, rendant le maintien de la précision extrêmement exigeant à grande échelle.
État de l’art des capteurs : performances, avantages et limites
Le paysage des capteurs de mesure 3D industrielle est aujourd’hui très diversifié. Chaque technologie occupe une niche définie par sa plage de distance, son niveau de précision et ses contraintes d’utilisation. Voici un tour d’horizon des principaux représentants du marché, illustré par des données techniques concrètes.
- Interférométrie laser (ex : Renishaw XL-80)
Le Renishaw XL-80 offre une précision de ±1 µm à 2 m, ±4 µm à 8 m, et ±40 µm à 80 m.- Avantages : Précision nanométrique.
- Inconvénients : Sensible aux obstructions du faisceau et nécessite l’installation d’un rétroréflecteur sur la cible mobile.
- Micromètre optique à barrière LED (ex : Keyence LS-9000)
Le Keyence LS-9000 offre une précision de ±8 µm à 0.5m.- Avantages : Insensible aux propriétés de surface et mesure du diamètre direct.
- Inconvénients : nécessite un accès libre des deux côtés de la cible.
- Profileur laser par triangulation (ex : Keyence LJ-X8000)
La série LJ-X offre une précision de ±15 µm à 0.1 m, ±30 µm à 0.3 m, et ±100 µm à 0.5 m.- Avantages : Excellente densité de points pour faire de la reconstruction 3D et robuste aux surfaces difficiles.
- Inconvénients : La précision se dégrade rapidement avec la distance de travail. Nécessite un déplacement relatif pour reconstruire une acquisition 3D.
- Caméra 3D à lumière structurée (ex : Zivid 2+ M60)
La Zivid 2+ M60 offre une précision de ±100 µm à 0.6 m.- Avantages : Nuage de points extrêmement dense (résolution de 240 µm) et coloré en une seule capture et capable de mesurer des surfaces transparentes.
- Inconvénients : Sensible aux éclairages ambiants et inadaptée aux mesures en mouvement rapide.
- LiDAR haute résolution (ex : Neuvition TITAN M1-pro)
Le TITAN M1-pro offre une précision de ±2 cm à 80 m.- Avantages : Couverture d’un grand volume avec un seul capteur.
- Inconvénients : La précision ±2 cm le rend inadapté à la métrologie fine.
Comment choisir la bonne technologie en fonction de l’application?
Le choix d’un capteur de mesure 3D industriel ne se résume jamais à la seule performance en précision. Il s’agit d’un exercice d’ingénierie systémique qui exige de mettre en balance trois dimensions fondamentales : la précision requise, la distance de mesure, et les contraintes environnementales. Dans notre expérience au CRVI, les mauvais choix de capteurs sont rarement dus à l’ignorance des spécifications mais ils résultent le plus souvent d’une mauvaise hiérarchisation des contraintes réelles du terrain.
- Partir de la précision requise, pas de la précision maximale souhaité. Un système sur-spécifié coûte cher, est fragile et difficile à maintenir. Si une tolérance de 50 µm sur une pièce automobile est suffisante, déployer un interféromètre à résolution nanométrique est contre-productif.
- Adapter la technologie à l’échelle spatiale de la pièce. Pour les petites pièces (diamètre < 200 mm, tolérances < 20 µm), les micrométriques optiques comme le Keyence LS-9000 ou les profileurs laser LJ-X8200 sont les plus efficaces car rapides, robustes et parfaitement adaptés à l’intégration inline. Pour les pièces de taille intermédiaire (quelques décimètres), nécessitant une mesure de surface complète, la lumière structurée (Zivid 2+ M60) offre le meilleur rapport densité de points / temps de cycle. Le LiDAR Neuvition TITAN M1-Pro, lui, s’impose dès que la surveillance volumétrique d’un espace (entrepôt, zone de travail, ligne automatisée) prime sur la précision dimensionnelle.
- Intégrer les contraintes d’environnement et de cycle de production dès la phase de conception. Aucun capteur ne délivrera ses spécifications nominales s’il est déployé sans tenir compte des conditions réelles du plancher de production comme les gradients thermiques, la contamination du champ optique, la cadence de production et la dynamique de la pièce qui doivent guider leurs utilisations.
Exemples concrets d’application faits au CRVI
Au CRVI, nous avons développé une grande expérience dans le domaine de l’acquisition et aussi dans le traitement des mesures 3D. Nous travaillons avec plusieurs types de capteurs 3D comme les profileurs laser, les Lidars, les caméras 3D, les micromètres laser… Au fil des projets, nous avons déployé des systèmes et des algorithmes mesures rapidement et de manière fiable.
Ci-dessous quelques exemples applicatifs réalisés ces dernières années :
- [2023] Développement d’une application permettant de détecter les parois internes du four et la position de l’écume sur la surface de l’aluminium en fusion à partir d’un scanner 3D.
| Technologie : Lidar | Capteur : Neuvition Titan M1 Pro |
La mesure volumique d’écume dans un four d’aluminium en fusion — les contraintes environnementales étaient extrêmes : température ambiante supérieure à 400 °C à proximité du bain et rayonnement thermique intense. La caméra Titan M1 Pro, conçue pour l’imagerie thermique en environnement industriel sévère, a été montée en position fixe devant le four. La différence de signature radiométrique entre l’aluminium liquide et et la couche d’écume permettait une estimation continue du volume à écrémer, intégrée directement dans la logique de pilotage du four pour déclencher le cycle d’écrémage au bon moment permettant de réduire les interventions manuelles et les pertes de matière.

En haut : image 3D du four avec en rouge la détection du liquide. En bas : image de l’entrée du four.
- [2025] Développement d’un algorithme de reconstruction à partir de plusieurs vues 3D de fenêtres aux dimensions et revêtements variés.
| Technologie : Lumière structurée | Capteur : Zivid 2+ M60 |
La reconstruction 3D d’une fenêtre de grande taille au millimètre à partir de plusieurs vues 3D est un défi métrologique. Mais lorsque on ajoute la diversité des revêtements (aluminium, verre transparent…) qui posent souvent un problème à d’autres technologies, la lumière structurée permet naturellement de résoudre ces différents requis grâce à sa capacité à exploiter les reflets de surface et de sa précision submillimétrique.

Exemple de reconstruction 3D d’une fenêtre en aluminium.
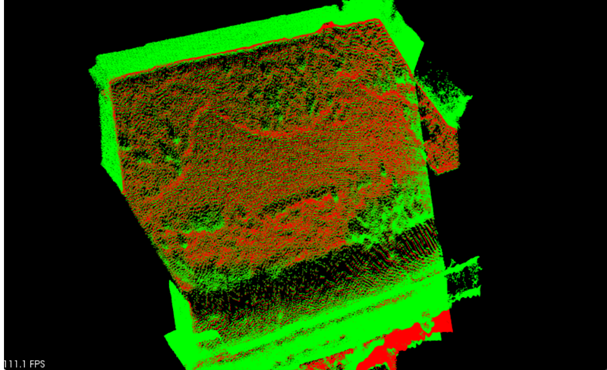
- [2026] Développement d’une application permettant de mesurer l’épaisseur d’un dépôt plasma sur un cylindre en rotation.
| Technologie : Profileur laser | Capteur : Keyence LJ-X8200 |
Le Keyence LJ-X8200 offrait le meilleur compromis entre une distance de travail suffisante pour s’affranchir des perturbations les plus intenses du plasma, tout en conservant une précision à détecter des dépôts de l’ordre de 25 µm sur un substrat métallique en mouvement. La rotation de la pièce permettait un balayage hélicoïdal continu du profil, tandis que l’algorithme HDR du capteur compensait les sauts de réflectivité entre le métal nu et la surface projetée par plasma, dont la texture et l’émissivité diffèrent significativement.
Exemple de la mesure micrométrique de différentes couches de ruban de masquage sur un cylindre en rotation.